Marcamos en la pantalla LCD la opción “cambiar filamento” seguidamente marcamos “ descargar filamento” una vez llegada a la temperatura recomendada, presione la palanca del cabezal de la impresora y, al mismo tiempo estire del filamento para extraerlo de la boquilla.
1. El filamento no se ha insertado correctamente en el extrusor. Por favor, descargue el filamento, corte el extremo del filamento y vuelva a cargarlo en el extrusor (Consulte el capítulo 5.8 del manual de usuario.)
Tal vez la plataforma está muy cerca de la punta del extrusor, la cual previene la extrusión del filamento. Por favor seleccione: “Prepare” – “Calibrate Mode” en la pantalla del LCD para recalibrar la plataforma (Capitulo 6.2 del manual de usuario).
2. Retire el filamento del extrusor (Consulte el capítulo 6.6 de este manual de usuario), realice un corte plano de la punta del filamento, y trate de enderezar el filamento para que vaya lo más recto posible cuando volvamos a cargar el filamento en el extrusor, Asegúrese de que el filamento está insertado correctamente en el orificio del extrusor.
a. “Prepare”-“Change Filament”-“Unload Filament”
b. Una vez que la boquilla haya alcanzado la temperatura indicada en los ajustes, presione el brazo del cabezal en el extrusor y al mismo tiempo empuje un poco el filamento en el interior de la boquilla, seguidamente extraiga el filamento de la boquilla.
3. Desmonte el extrusor de la impresora, compruebe el flujo del material que expulsa el extrusor. Si hay presencia de residuos de polvo de filamento puede provocar que el engranaje se obstruya, proceda a limpiar el engranaje con un pincel. Comprueba también si los dientes del engranaje estuvieran dañados. Si es así, sustituir el engranaje por uno nuevo.
Cortar el filamento para asegurarse de que es recto y no se enrosca. A continuación, pulse el brazo cabezal de la impresora y volva a cargar el filamento a la cabeza de la impresora. (consulte el capítulo 5.8 en el manual del usuario)
1. El filamento no se ha insertado correctamente en el extrusor. Por favor, descargue el filamento, (consulte el capítulo 5.8 de este manual de usuario).
a. Unload filament (Descargar filamento)
b. Corte el extremo del filamento y vuelva a cargarlo en el extrusor. (consulte el capítulo 5.8 de este manual de usuario).
2.Tal vez exista un pequeño trozo de filamento de la última impresión bloqueando el extrusor.
a. Caliente el extrusor y empuje el filamento bloqueado con el nuevo filamento, para que se derrita el que nos estaba provocando el atasco. (consulte el capítulo de este manual de usuario).
3.Desmonte el extrusor para quitar el resto del filamento dentro de la boquilla usando un poco de filamento o la llave de Allen más larga en los accesorios. También limpie el engranaje usando un cepillo.
1.Calentar el extrusor hasta alcanzar la temperatura deseada, a continuación, presionar el brazo del extrusor de la impresora y al mismo tiempo empujar el filamento para que salga por la punta del extrusor.
2.Si el problema no se ha solucionado, quitar el filamento y limpiar la punta del extrusor con la llave Allen (1,5 mm) introduciéndola por el orificio de entrada del filamento en el extrusor.
3. Desmontar el extrusor de la impresora retirando los tornillos que sujetan el ventilador al motor, a continuación, limpiar el filamento bloqueado dentro de la punta del extrusor.
- 1. Por favor, espere unos minutos para que la plataforma y el extrusor se enfríen entorno a la temperatura de ambiente, a continuación, retire sin esfuerzo el objeto impreso.
2. Si el objeto impreso todavía se adhiere con fuerza a la plataforma; por favor, retire con cuidado el objeto utilizando un cutter o similar.
1. Asegúrese de que la temperature tanto del extrusor como de la plataforma corresponde con la temperature recomendada para la impresión del material que está utilizando.
PLA: Temperatura del extrusor 205℃, Temperatura de la plataforma 70℃.
ABS: Temperatura del extrusor 220℃, Temperatura de la plataforma 110℃.
Haga el ajuste de temperature de acuerdo con el material que se emplea.
2. Vuelva a calibrar la plataforma para verificar las “Condiciones de calibración Inicial” (La tarjeta de Calibración debe colocarse horizontal a la plataforma y debe estar tocando con la punta del extrusor).
3. Asegúrese de que la plataforma de vidrio que está utilizando es la plataforma correcta para el material del filamento que esta intentando imprimir. Debe verificar que la plataforma no haya restos de polvo, aceite o daños en el recubrimiento. En caso afirmativo, limpiar con un paño que no suelte pelusa o reemplazar la plataforma.
1. Apague la impresora y vuelva a encenderla.
2. Por favor, vuelva a comprobar si la tarjeta SD esta correctaente insertada en la ranura para tarjetas SD. Si no es así, por favor vuelva a insertarla.
3. Si la impresora aún no puede leer el archivo, compruebe si los archivos guardados en la tarjeta SD están en formato.GCO y el nombre del archivo es correcto ( puede contener sólo caracteres alfa-numéricos del alfabeto inglés, espacioos en blanco, barra media o barra baja). Si el formato de los archivos no es .GCO, conviértelos a .GCO a través del software Repetier-Host (Consultse el capítulo 7.3 de este manual de usuario).
1. Por favor, vuelva a comprobar si la tarjeta SD está insertada correctamente en la ranura para tarjetas SD. Si no es así, por favor vuelva a insertarla.
2. La pantalla mostrará el mensaje de que la tarjeta SD está insertada en la ranura, compruebe si el archivo “Test1.gco” realmente está almacenado en la tarjeta SD. Si no es así, póngase en contacto con el servicio post-venta en soporte@colido.es
1. Durante la impresión con la tarjeta SD, seleccione “Anular Impresión”. Una vez parada la impresión, no se puede reanudar. El extrusor irá a la posición inicial y la temperatura de la cama y del extrusor se irá enfriando.
NOTA: Por favor, tenga paciencia después de seleccionar “Anular Impresión” ya que la impresora tarda entorno a 30s para ejecutar la orden.
2. Durante la impresión desde el Repetier-Host, haga clic en “Anular Impresión”. El extrusor dejará de moverse y la temperatura de la plataforma y del propio extrusor irá enfriándose.
3. Si la impresión no se ha detenido, por favor apague la impresora, espere unos 10s y vuelva a encenderla. A continuación, pulse el mando LCD y seleccione “Preparar” – “Auto Inicio XYZ” para que el extrusor vaya a la posición inicial XYZ.
1. Asegúrese de que la impresora está conectada al ordenador mediante el cable USB y esté encendida. Seleccione “Connect” en Repetier-Host para conectarse a la impresora.
2. Asegúrese de que la selección del Puerto COMx en la configuración de la impresora es la correcta. Al encender la impresora, el puerto será el último y deberá emparejarse con el puerto COM en el Administrador de dispositivos.
Una vez conectado, la curva de temperatura empezará a moverse. Consulte el capítulo 7.2 de este manual de usuario.
NOTA: “COM1” no se puede utilizar
3. Si no se consigue conectar aún, desinstale y reinstale el Repetier-Host.
1.Recalibre la plataforma.
Regule el tornillo de calibrado para acercar la punta del extrusor a la plataforma de impresión.
2. Si el área de contacto del objeto con la plataforma es demasiado pequeña, utilice Repetier-Host para añadir “Brim” antes de cortar el objeto (Slice) y convertir a .GCO, para ello debe hacer clic en “Configure” – “Brim” y agregar un ancho de “Brim” entre “5 ~10mm”.
3. Aumente la temperatura del extrusor entre 5~10℃.
Corte el extremo del filamento y asegúrese que la longitud del filamento es recta y no presenta curvas. Presione el brazo del extrusor y vuelve a cargar el filamento en el extrusor hasta que el filamento alcance la boquilla. Seleccione “Prepare” – “Change Filament” – “Load Filament”.
1. Compruebe la temperatura del extrusor es la adecuada para la impresión del material del filamento en cuestión.
2. Consulte el capítulo 6.6 de este manual de usuario, donde se le explica como descargar el filamento desde el display. Cuando el extrusor adquiera la temperatura correcta para imprimir el material del filamento, pulse el brazo del extrusor y presiona el filamento hacia abajo para derretir la punta del mismo a continuación tire del filamento rápidamente.
Comprobar que en el R3petier se está utilizando el perfil de cama caliente:

Posteriormente, verificar la conexión, que se encuentra en la parte inferior de la plataforma calefactable, está bien ensamblada y se encuentra en buen estado:

De la misma manera que antes, localizar las conexiones de la plataforma calefactable en la placa base de la parte inferior de la impresora. Son cuatro cables, una manera sencilla de localizarlos es siguiendo el macarrón de la conexión de la imagen anterior. Para ello es necesario retirar la tapadera que protege las citadas conexiones. Verifica que están bien ensamblados, así como su estado:

Si está bien configurado el perfil del R3petier y hay algún cable quemado, este es el componente que está causando la falta de temperatura en la plataforma de impresión.
Sí. Al ser piezas que están en continuo rozamiento tanto las varillas con los rodamientos como el husillo con el vaso roscado tienen que estar bien engrasados, esto nos garantiza un perfecto deslizamiento entre ellos y un mejor posicionamiento de los ejes. Otra de las ventajas es un mejor funcionamiento de los motores ya que no tienen que ejercer tanta fuerza para que deslicen los componentes de la impresora.
- Precaliente el extrusor a 220℃, gire el mando LCD y seleccione “Control”-“Temperatura”-“Extrusor”. Una vez que la temperatura del extrusor llegue a los 220℃ fijados con anterioridad, limpie el extrusor con un paño o tejido que no suelte pelusa.
1. Limpie la plataforma de vidrio con paño o tejido húmedo que no suelte pelusa. No use agua caliente. No use alcohol o ninguna solución química en la limpieza de la plataforma de vidrio, ya que puede dañar el recubrimiento del vidrio.
2. Si usted no consigue limpiar el filamento pegado en la plataforma, por favor sustituya por una nueva.
1. El objeto a imprimir tendrá un resultado final diferente según el material del filamento seleccionado. Por ejemplo, si el objeto no se puede imprimir correctamente con ABS, se puede probar a imprimirlo con filamento PLA.
2. Check if the object is closed drawing, check if it needs to be scaled up/down, rotated, added supporter, etc to meet FDM process. Compruebe si la forma del objeto está cerrada, si es necesario escalarlo, rotarlo, etc, para lograr una impresión satisfactoria (Consultar capítulo 7.5 de usuario).
a. Escalarlo si es demasiado pequeño.
b. Rotar si el objeto no está bien colocado.
c. Añadir un soporte o varios si el objeto presenta en su estructura voladizos.
d. Si Repetier-Host muestra mensaje de advertencia al cargar el objeto, puede reparar el objeto a través de la página web: https://netfabb.azurewebsites.net
La temperatura de funcionamiento de la impresora CoLiDo es de 21~32℃, por favor coloque la impresora en una temperatura ambiente adecuada para que la calidad de impresión no se vea afectada. Una vez colocada la impresora en el lugar adecuado con la temperatura correcta, usted necesita apagar y volver a encender para actualizar la impresora.
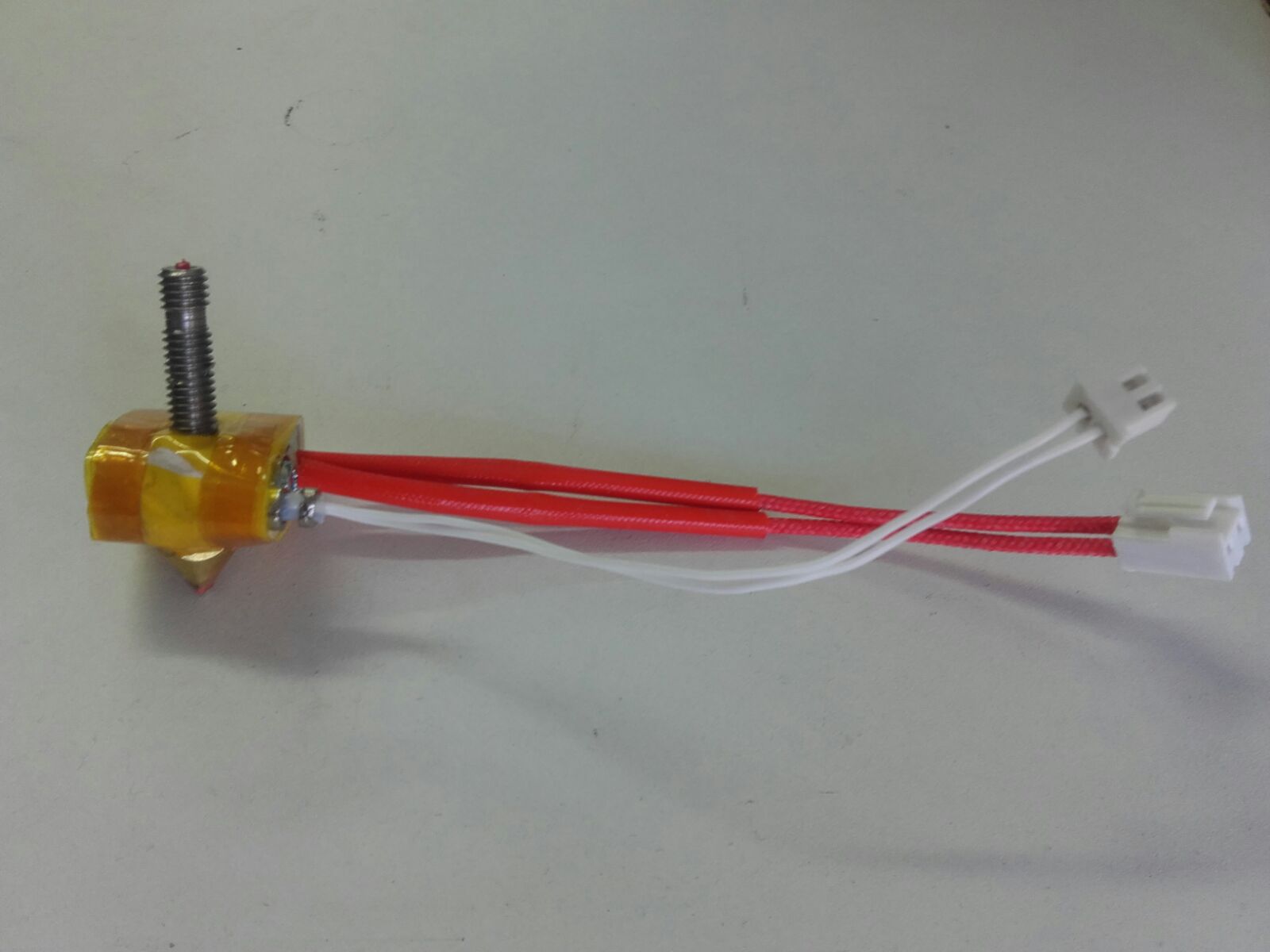
1. Pulse el cable termistor/sensor de la boquilla para conectarla con el extrusor y el PCB correctamente.
2. Vuelva a colocar el cable del termistor o la boquilla de toda la unidad.
-Hacer limpieza en profundidad del extrusor, es recomendable hacerla con el filamento limpiador Colido.
-Aumentar la temperatura de la boquilla hasta 220ºC para PLA, y 240ºC para ABS.
-Si el problema persiste, comprobar que el motor de carga funciona correctamente sin estar introducido el filamento. Si no gira bien, contactar con servicio técnico.
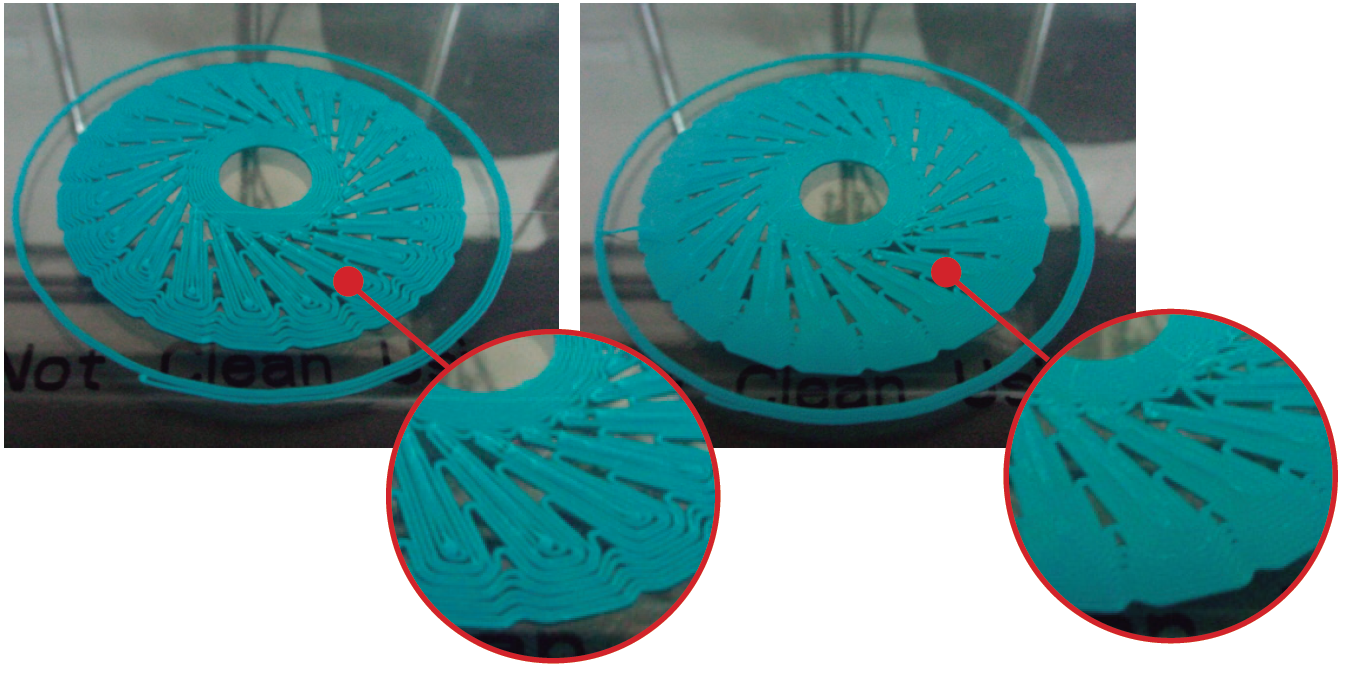
Realizar una correcta calibración
Es necesaria una calibración correcta y muy acertada, para ello, antes de comenzar a imprimir cualquier pieza en ABS es necesario realizar una calibración de la impresora, así como una prueba de impresión que nos confirme la correcta calibración de ésta. Es preferible que esta calibración quede ajustada antes que separada (nunca llegar a una calibración excesivamente apretada que pueda dañar el cristal o la boquilla) Con el ABS, no valdrán pruebas de calibración donde hay separación entre las diferentes pasadas (aunque sean pequeñas).
Cristal ABS
Es también un punto de vital importancia, ya que para que la pieza quede adherida, el recubrimiento tiene que estar en buenas condiciones
Precalentar la cama
Asegurar que la temperatura de la cama se ha calentado. Cuando en el panel LCD indica que la temperatura de la cama está a 110ºC, es porque el lugar donde está colocado el sensor de temperatura encargado de la medición de ésta, está a esa temperatura. Eso no significa que el resto de la superficie de la cama caliente esté a la misma temperatura, ni que el vidrio sobre el que va a imprimir se haya calentado al máximo (el vidrio nunca va a estar a la temperatura de la cama, ya que hay una dispersión de calor durante la transmisión), estos problemas pueden aumentar si el ambiente de impresión es muy frío. Se puede asegurar la correcta temperatura de la superficie de impresión, calentando cinco minutos antes de la impresión la cama mediante el control manual de Repetier o desde el panel LCD de la impresora, de este modo, cuando el extrusor comience a imprimir, el calor ya se habrá extendido por toda la superficie.
Aumentar la temperatura de la cama
Como se ha comentado en el apartado anterior, el entorno de impresión afecta en gran medida a la impresión de ABS, por lo que, si hay un entorno muy frío, con mucha humedad o en el que, aunque la temperatura ambiente está dentro de la temperatura de trabajo de la impresora, hay constantes corrientes de aire, la impresión de esta primera capa va a resultar muy compleja. Cuando haya este tipo de problemas, se pueden resolver aumentando la temperatura de la cama entre 5 y 20ªC para compensar este efecto externo. Evitar ventanas abiertas y utilizar el aire acondicionado (nunca de forma directa contra la impresora) para controlar la temperatura ambiente, son buenas prácticas que favorecen la adhesión.
Reducir la velocidad de impresión
En las primeras capas favorece la adhesión. Se puede reducir porcentualmente desde el panel LCD de la impresora o desde el control manual de Repetier. Una vez haya superado esta primera capa, puede recuperarse la velocidad normal.
Utilizar “Brim” y “Raft”
Estos dos elementos son de vital importancia en las piezas de ABS, pues aumentan la adhesión a la superficie de impresión de éstas en gran medida. Cuando se trabaja con ABS, se puede utilizar Brim o Raft indistintamente para piezas delgadas y altas, aunque el Brim no deja la misma marca que el Raft y tiene un mejor postprocesado. Cuando las piezas a imprimir tienen una superficie de contacto con la superficie de impresión amplia, es más aconsejable el Raft, ya que reduce las tensiones internas que se producen a causa de las dilataciones de una gran superficie de ABS contra el vidrio caliente.
Optimizar la colocación
Es recomendable intentar no colocar la superficie de la pieza con mayor área contra la cama, pues cuanta mayor superficie, más probabilidades de que las tensiones internas separen la pieza.

Pocas capas sólidas al principio de la pieza
Es importante no utilizar demasiadas capas solidas al principio de la pieza, ya que se aumenta las tensiones internas y, por lo tanto, las posibilidades de “warping”.
– Asegurate que está bien configurado el puerto en el programa Repetier. La ruta a seguir es: Configurar impresora > Conexión > Puerto. En el puerto hay que seleccionar aquel dónde esté el de la impresora. No se debe seleccionar “auto” o “com1”. Una manera de comprobar cuál es el puerto indicado es ver todo el listado de puertos que se muestra en programa Repetier, desconectar la impresora del ordenador y ver que puerto se ha borrado de este listado.

Si el problema persiste:
– Reiniciar el programa.
– Desconectar la impresora de la luz y volver a conectar pasados unos segundos.
– Reiniciar el ordenador.
– Probar en otro ordenador.
– Asegurar el correcto sentido de montaje del disipador (círculo rojo) y del ventilador (círculo amarillo). La pegatina del ventilador no debe verse.


– Revisar que el ventilador tiene todas las aspas. Si no fuera así, no realizaría bien la refrigeración. Sustituir el ventilador por uno nuevo.
Es posible que el muelle haya dejado de ejercer una fuerza suficiente no logrando presionar bien el filamento entre la polea y el engranaje del motor.

Se pueden aplicar las siguientes opciones:
-Estirar el muelle con unas pinzas deformándolo plásticamente

-Colocar una arandela (o un tornillo con una cabeza grande también es útil) debajo del muelle para que quede más comprimido y así ejerza más fuerza.

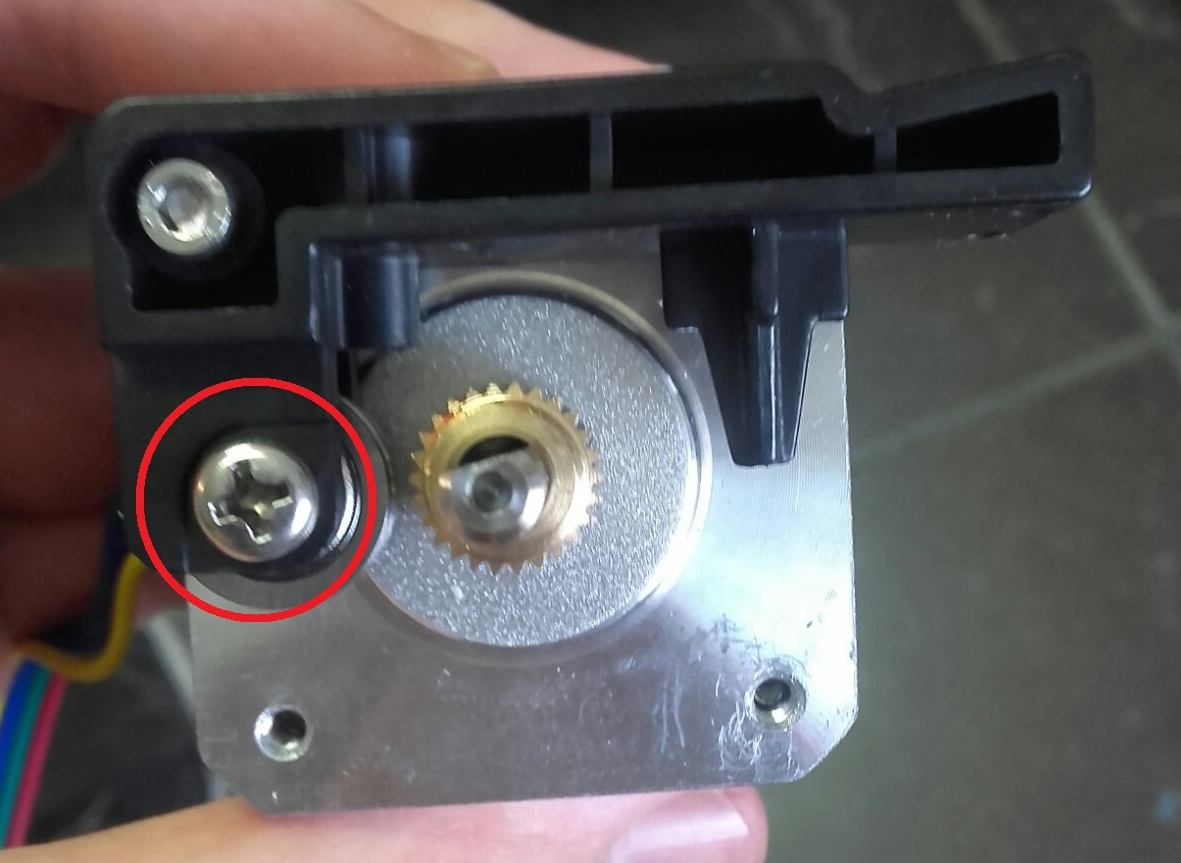
-Asegurar que la palanca negra no esté muy apretada pudiendo moverla de arriba y abajo con facilidad. El tornillo indicado a continuación es el que habría que aflojar. Puede pasar también (con menor frecuencia) que la palanca esté muy suelta (con juego), en este caso habría que apretar el tornillo. Para ello poder realizar esta última comprobación sería necesario desmontar el módulo del extrusor. Asegurar cuando se vaya a montar el correcto ensamblaje del ventilador y disipador.

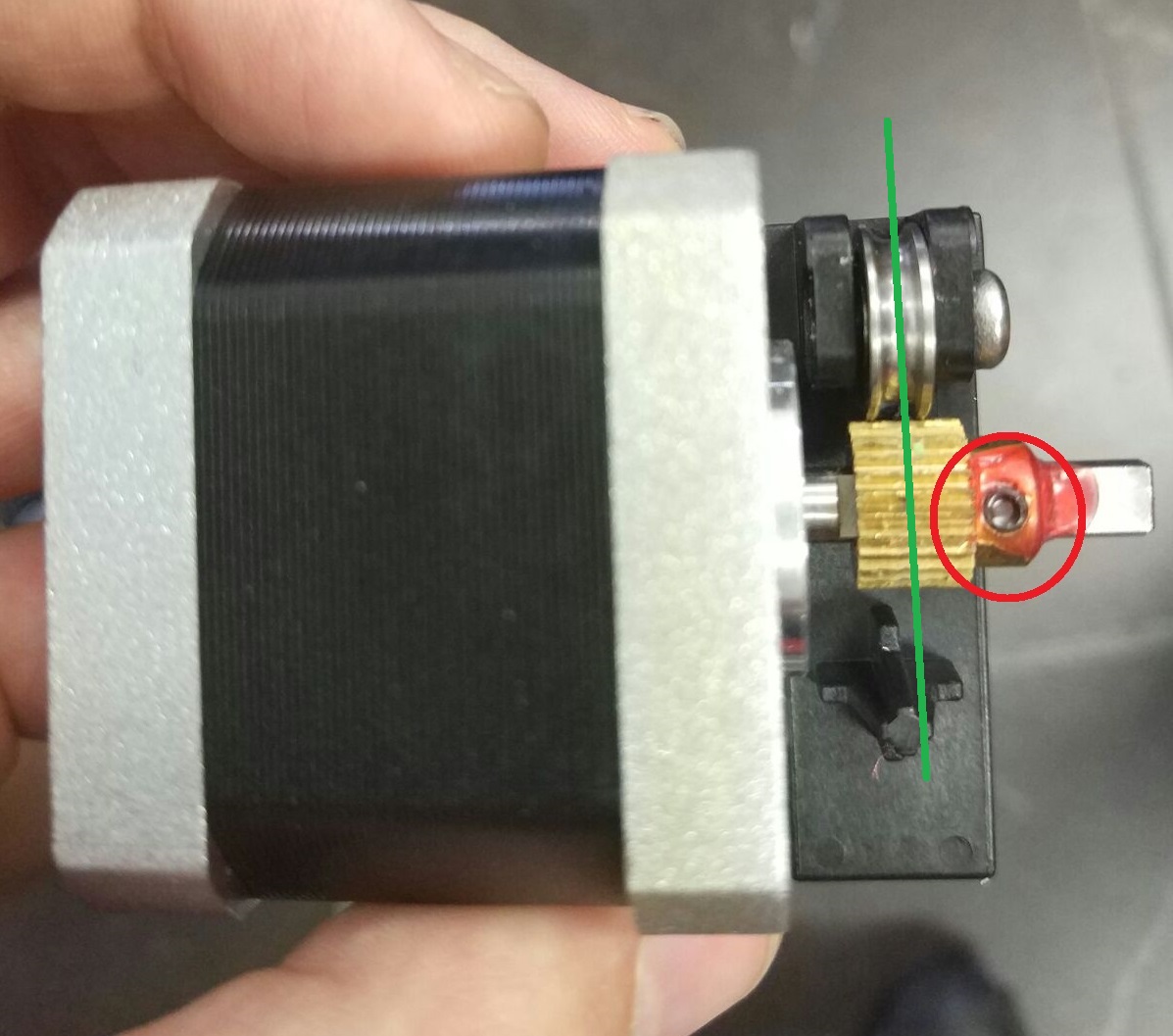
-Asegurar que está apretado el tornillo que sujeta la polea (círculo rojo).
-Comprobar que la polea y el engranaje están alineados (línea verde), en caso de que no estuvieran, mover el engranaje. Para poder desplazar el engranaje hacia el lugar deseado, es necesario retirar previamente el pegamento rojo (si lo hubiera) y aflojar el tornillo prisionero (círculo rojo).
-Por último, comprobar que el engranaje está en buen estado. Si los dientes de este estuvieran desgastados impidiendo el agarre del filamento, sería necesario sustituir por uno nuevo.
– Boquilla
– Los cristales de ABS y PLA
*Esto no quita que, con el paso del tiempo, algún componente mecánico sufra desgaste y sea necesario la sustitución
- Limpiar el extrusor con la llave allen fina indicada para ello asegurando que no queden restos de material.
- Comprobar el estado del tubo de teflón. Estando la boquilla completamente fría, retirar el tubo con unas pinzas. Si presentara estrechamientos o agujeros producidos por la limpieza con la llave allen fina sería necesario el cambio. La función de este tubo es mantener el filamento, hasta llegar a la punta de la boquilla, en un estado sólido minimizando la dilatación. El caso extremo del mal funcionamiento del tubo sería un atasco del material en el conducto.


- Si persistiera el problema, cambiar boquilla por una nueva.

- Incrementar la distancia entre las poleas y los rodamientos. Es posible que estos dos elementos se estén tocando haciendo una gran fricción. Se deberá hacer la comprobación de los 4 contactos de estos elementos mostrados en la imagen siguiente:

Cada polea tiene dos tornillos prisioneros que deberán ser aflojados para poder desplazarla logrando una distancia entre el rodamiento y la polea de aproximadamente 1mm. Una vez llevada la polea al lugar deseado, volver a apretar los tornillos prisioneros.

En el caso de las poleas de la derecha de la impresora Compact, se deberán aflojar ambos tornillos de cada polea para poder hacer la separación entre polea-rodamiento de 1mm. Volver a apretar los tornillos prisioneros cuando esté realizada la separación deseada.
